点胶机,智能手机行业高速点胶机使用制程中常见缺陷问题与解决方案!
日期:2019-04-11 14:15 编辑:雅弘自动化 0 次

近两年来,3C电子行业发展迅速,这一市场不仅引来国外企业的周密布防,而且也让国内众多行业企业有了新的机会。以最火的手机行业为例,目前我国手机制造巨头当属富士康、华为等,他们有意投入更多智能化制造设备,但由于手机等产品本身的周期属性和生产工艺要求,现有的一些设备难以全面的、完整的、高性价比的替代人工,因此,在3C电子行业自动化的应用、改造潜力巨大,有很大的提升空间。

近几年,智能手机产业发展的非常迅猛。处理器从单核心到十核心(虽然十核心处理器综合性能不一定最牛逼)、屏幕也是一路飙到了4K分辨率以及曲面屏、摄像头也动不动就是2000万像素,甚至4100万像素、还有指纹识别,HiFi等一系列的硬件技术都得到了巨大的提升,当然了现在的手机黑科技也是越来越牛逼了,越来越梦幻。

5G网络全面铺开

随着经济的飞速发展,制造行业对产品工艺要求的不断提升,作为其重要的组成分自动点胶机逐渐成为工艺主打设备它的重要性毋庸置疑,不仅给企业节省成本,提升产品品质及生产效率,最重要的是开始告别传统人工打胶作业方式。不过在日常使用中,使用久了各种问题也就来了。所以整理汇总了自动点胶机的常见问题与解决方案,方便大家在日常工作中对自动点胶机的熟练使用。

首先来认识下点胶机
通常点胶机又称涂胶机、滴胶机、打胶机等,是专门对流体进行控制,并将流体点滴、涂覆于产品表面或产品内部的自动化机器。点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。

点胶原理解析
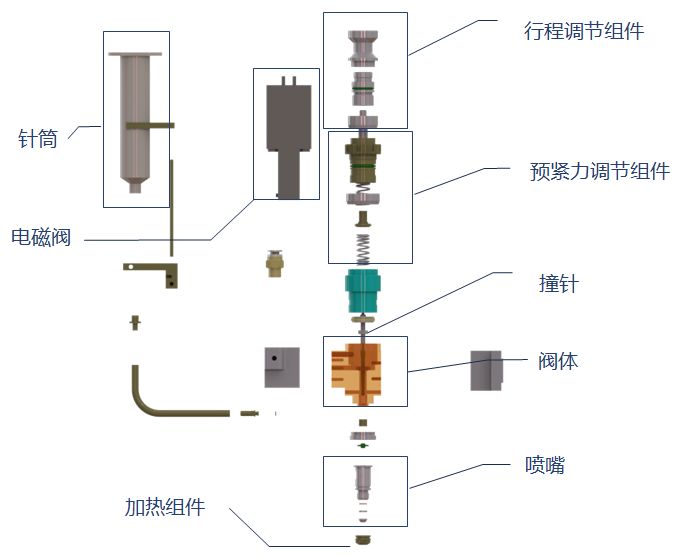
阀体分解图
•供料压力作用下流体充满腔体流道 。
•开启电磁阀,压缩空气进入阀体内,推动撞针组件向上运动,直至与行程调节杆下端接触,撞针组件上升距离h(注:h为可调变量,通过行程调节组件控制);并在此位置停留一段适当的时间,此时撞针与喷嘴垫分离,流体进入喷嘴撞击座。
•关闭电磁阀,撞针在预紧力的作用下,快速撞击喷嘴撞击座,将弹簧的预压势能转换为撞针组件向下运动的动能,流体在流动过程中被迅速切断,在闭合瞬间将流体以胶滴状通过喷嘴喷射出来。
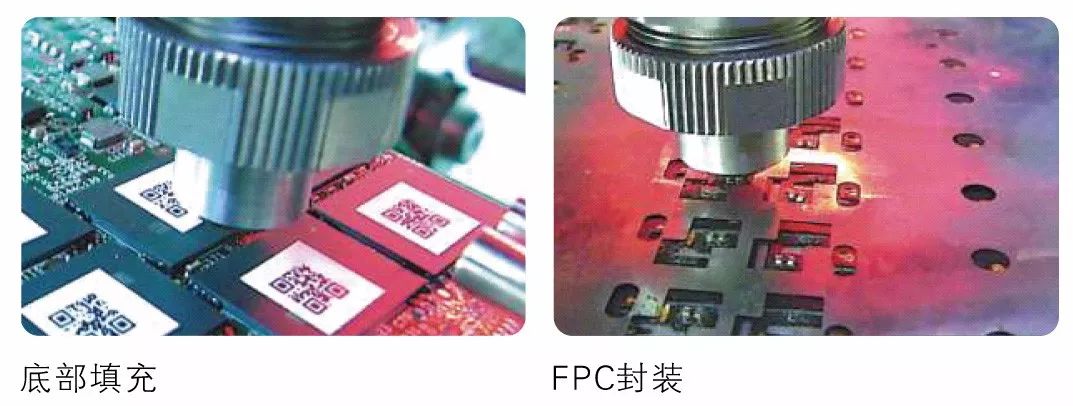
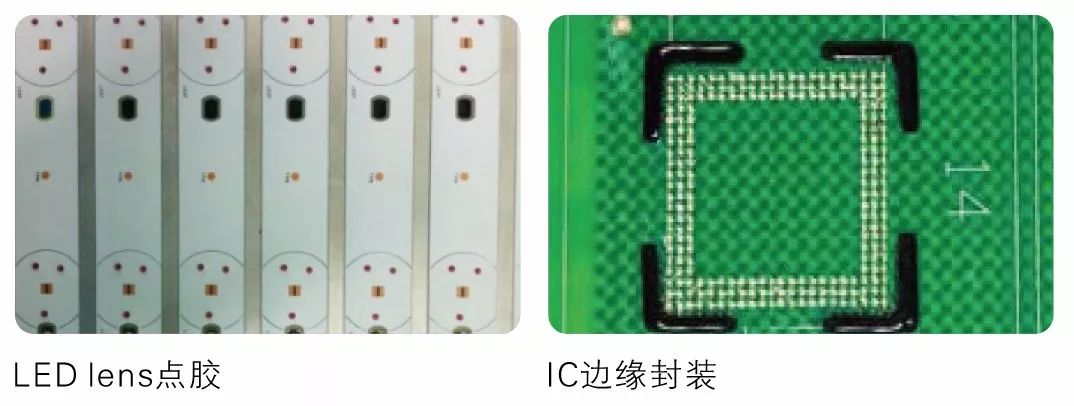
应用案例图示

精准控胶的因素

各种溶济、粘接剂、油漆、化学材料、固体胶等,包括硅胶、EMI导电胶、UV胶、AB胶、快干胶、环氧胶、密封胶、热胶、润滑脂、银胶、红胶、锡膏、散热膏、防焊膏、透明漆、螺丝固定剂、木工胶、厌氧胶、亚克力胶、防磨胶、水晶胶、灌注胶、喇叭胶、瞬间胶、橡胶,油漆、搪瓷漆、亮漆、油墨、颜料等。
自动点胶机做为一种自动化打胶设备它广泛应用于电子智能手机行业、照明行业、汽车行业、工业电气、太阳能光伏等行业。自动点胶机最常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法:
1
胶嘴堵塞
原因:自动点胶机针孔内未完全清洗干净,贴片胶中混入杂质,有堵孔现象,不相容的胶水相混合,导致胶嘴出量偏少或者没有胶点出来。
解决方法:换清洁的针头,换质量较好的贴片胶,贴片胶牌号不应搞错。
2
胶阀滴漏
原因:点胶机使用的针头口径太小,过小的针头会影响胶阀开始使用时的排气泡动作,影响液体的流动造成背压,结果导致胶阀关闭后不久形成滴漏的现象。
解决方法:只要更换较大的针头即可解决这种问题。另外液体内空气在胶阀关毕后会产生滴漏现象,最好是预先排除液体内空气,或改用不容易含气泡的胶,或先将胶离心脱泡后在使用。
3
流速太慢
原因:点胶机管路过长或者过窄,管口气压不足,点胶流速过慢。
解决方法:将点胶机管路从1/4”改为3/8”,管路若无需要应越短越好。另外还要改进胶口和气压,这样就能加快流速。
4
流体内有气泡
原因:点胶机由于过大的流体压力和加上过短的开阀时间,会有可能将空气渗入液体内,造成气泡的产生。
解决方法:降低流体压力并使用锥形斜式针头。
5
出胶大小不一致
原因:点胶机储存流体的压力筒或空气压力不稳定,导致出胶不均匀,大小不一致。
解决方法:应避免使用压力介于压力表之中低压力部分。胶阀控制压力应至少60psi以上以确保出胶稳定。最后应检查出胶时间,若小于15/1000秒会造成出胶不稳定,出胶时间越长出胶越稳定。
通常情况下低粘度的胶水多应用于大面积的涂抹,如覆膜,灌封,大面积粘接等中等粘度的胶水操作容易,适用于大多数的粘结,密封等操作,高粘度的胶水吐出较困难,流动性弱或几乎无流动性,适用于围堰,补强等。有些产品由于工艺的需求,必须要用到较高粘度的胶水,在点胶的过程中,由于粘度高,有时会拉丝,影响点胶的质量,及美观度,那么如何解决拉丝呢?
完全解决方案
如果公司对产品的品质要求非常苛刻的话,可以从硬件方面考虑,点胶阀配备专门针对高粘度流体的阀,如进口螺杆阀,把胶水粘度值提供给厂商,厂商会针对胶水这个粘度的值,帮你配型,达到完美的点胶效果,当然,针对高粘度的螺杆阀,价格方面会比较贵,但它以完美的帮你解决拉丝现象。
1
开胶延时
在打开胶头时,由于胶头出胶口与胶阀之间有段距离,这段之间没有胶水,如果打开胶头输出口后,立即开始运动,会导致轨迹开始一小段缺胶。为防止这种情况,在开胶后,延迟一段时间,等待胶水流出,再执行后续的运动。这段延迟时间称为开胶延时。
2
关胶延时
在关闭胶头后,胶头出胶口与胶阀之间还有胶水未流完,如果在关闭胶头后立即运动,可能形成胶水拖尾现象。为防止发生,在关闭胶头后,延迟一段时间等待胶水流完,再执行后续动作。这段延迟时间称为关胶延时。
3
拉丝高度
由于某些胶水的黏度较大,在匀速缓慢上抬一段距离才能将胶丝拉断,不影响涂胶轨迹,这段距离称为拉丝高度。
4
上抬高度
当一段轨迹点胶结束后,空移至下一段轨迹的起点时,为了防止胶头撞针,在结束点将胶头上抬一段高度保证胶头安全不撞针,再空移至下一段轨迹的起始点,这段高度称为上抬高度。
5
提前关胶
提前关胶”即提前关胶距离,是指在连续轨迹涂胶中,在到达终点之前先关闭胶头,以余压和余胶走完最后一段轨迹,避免结束段堆胶。这段轨迹的长度即“关胶距离”。
6
结束动作
在整个示教轨迹点胶结束后,为了方便取放工件、提高加工效率或者消除加工误差,用户可以设定胶头移动至指定位置,或加工文件起点,或加工档结束点,或复位,或进行档连接。这个工程称为结束动作。
7
斜拉上抬
由于胶水黏度,在关胶后直接进行拉丝动作不能达到拉断胶丝效果,或者拉出的胶丝形状不符合要求。因此在关闭胶头后,执行斜拉上抬动作为拉丝做准备
8
胶水加热
可以试着将胶水加热到一个适合的温度,增加的胶水的流动性,也可从某种意义上解决拉丝!注意加热的温度不可过高!
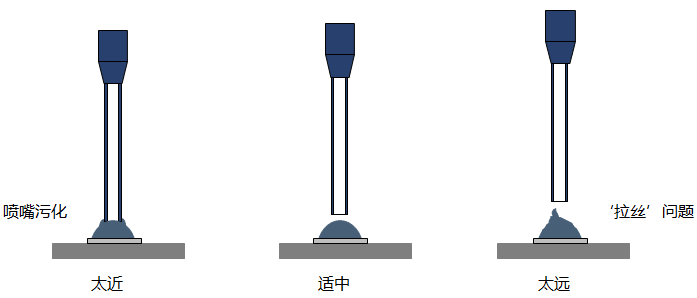
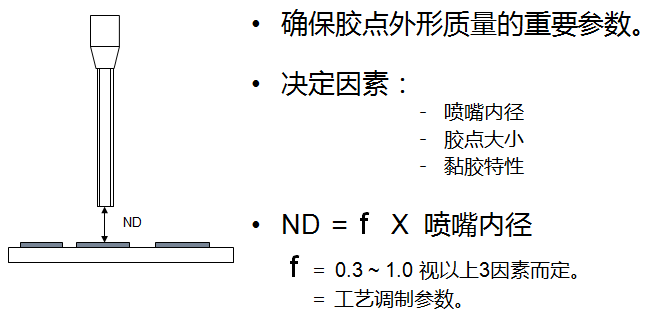
点胶高度对精准控胶的影响
以上内容就是关于自动点胶机常见故障原因及解决方法,相信大家都有了解了。自动点胶机这些常见问题可大可小,用户只要掌握好正确解决方法就能快速解决这些问题。
智能手机行业精密点胶机品牌推荐:

axxon Au系列在线式高速点胶机

安达D822智能精密点胶机

GKG高速点胶机

DESEN高速点胶机
高速点胶机通用工艺:
底部填充、FPC封装、手机边框点热熔胶、SMT点红胶、LED lens点胶、IC边缘封装等。
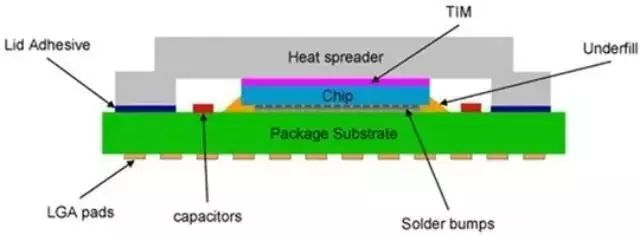
另一种是底部填充工艺,这是将填充材料灌注入芯片与基板之间的空隙中,这是因为芯片与基板材料之间膨胀系数不一致,而填充材料则能保护焊点不受这种应力的影响。还有是球状封顶以及围坝填充技术,这两种技术是用覆盖材料将已焊接的裸芯片加以封装的工艺。
底部填充包封材料起初应用于提高早期氧化铝(Al2O3)基材的倒装芯片的可靠性。在芯片最外围的焊点易疲劳而导致芯片功能失效。相对较小的硅片和基材间的热膨胀差异是芯片在经受热循环时产生这种问题的根源。这样,热循环的温度范围及循环的次数就决定了芯片的使用寿命。在芯片和基板间填充可固化的包封材料,可以很好地把热膨胀差异带来的集中于焊点周围的应力分散到整个芯片所覆盖的范围。

几乎所有这几种封装材料都需要很长的固化时间,所以用在线式连续生产的固化炉是不实际的,平时大家经常使用“批次烘炉”,但垂直烘炉的技术也趋于完善,尤其在加热曲线比回流炉简单时,垂直烘炉完全能够胜任。垂直烘炉使用一个垂直升降的传送系统作为“缓冲与累加器”,每一块PCB都必须通过这一道工序循环。这样的结果就是得到了足够长的固化时间,而同时减少了占地面积。

垂直固化炉(代替传统隧道炉)


垂直炉关键字 :
SMT垂直烘炉 , IC底部点胶填充垂直回流焊 , 垂直点胶固化炉 , SMT垂直固化炉 , 垂直存储式烘烤炉 , SMT垂直回流焊 , 垂直真空回流焊 , SMT垂直真空回流焊
SMT行业头条网广告合作商
不积跬步,无以至千里;不积小流,无以成江海。每个人的成功都不是偶然,勤勉刻苦,不断积累,才能厚积薄发。